安科兴业立足矿山安全与岩土工程技术优势,针对磷石膏资源化利用开展专项研究,成功研发磷石膏-电石渣-专用胶凝材料三元协同固化充填技术,实现高掺量、高性能、高环保达标,为大宗工业固废安全消纳与矿山绿色开采提供全新解决方案。
一、磷石膏:量大难用,行业亟待破题
磷石膏是湿法磷酸生产副产物,每生产1吨磷酸约产生5吨磷石膏。我国磷石膏年产量超7500万吨,历史堆存量突破8.7亿吨,综合利用率不足50%。
原状磷石膏存在三大难题:
·浸出液pH=2.4,呈强酸性;
·可溶氟、磷酸盐严重超标;
·胶凝活性低、稳定性差,难以直接利用。
长期堆存不仅占用土地,更存在地下水、土壤污染风险,资源化利用已成为制约行业绿色发展的突出难题。
二、技术路线:以矿山回填为场景,高值化利用磷石膏
矿山回填定向利用方案:以高比例磷石膏为骨料,搭配电石渣作为碱性激发剂,复合安科自研专用胶凝材料,协同实现:
·磷石膏高掺量消纳;
·污染物稳定固化;
·充填体强度与耐久性达标;
·满足井下泵送与长期服役;
三、试验设计:科学配比,精准优化
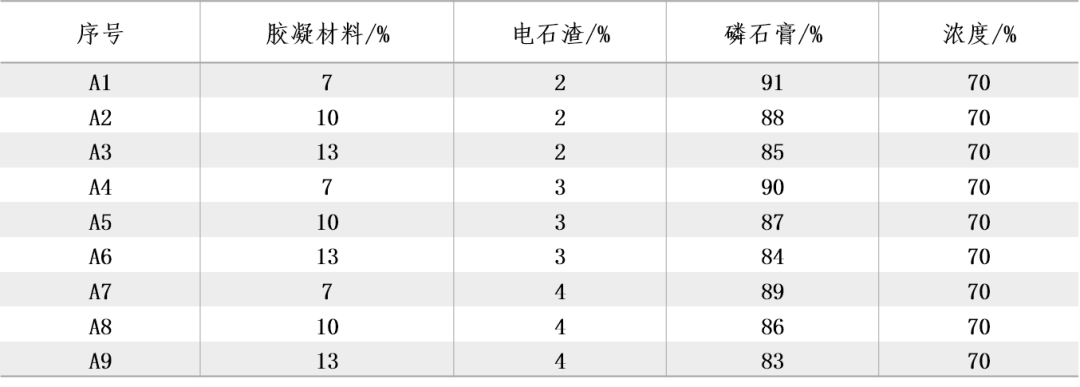
试验采用双因素三水平设计,固定料浆浓度70%,研究胶凝材料(7%/10%/13%)与电石渣(2%/3%/4%)的协同效应,共9组配比,磷石膏占比83%~91%。
表1 磷石膏充填材料各组分试验配合比
测试标覆盖流动度、抗压强度、孔隙率、酸蚀强度保留率、冻融损失率、浸出毒性。
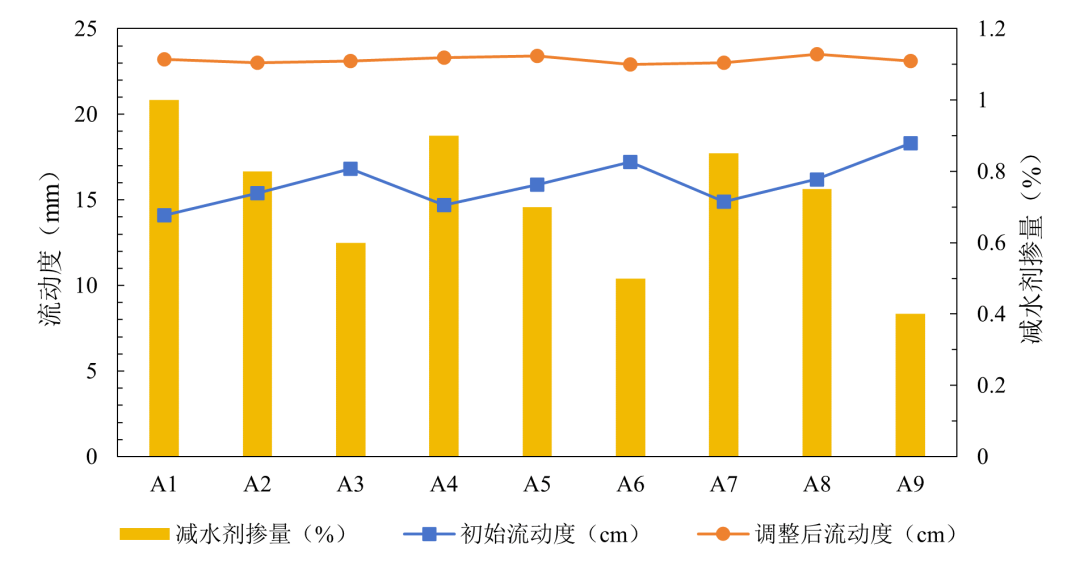
四、核心试验成果 (一)泵送性能:流动性达标,满足井下输送
·磷石膏掺量越高,初始流动度越低;
·优化配比:胶凝材料10%+电石渣3%+磷石膏87%+减水剂0.7%;
·流动度稳定23.4cm,适配矿山常规泵送要求。
图1 流动度与减水剂用量变化趋势
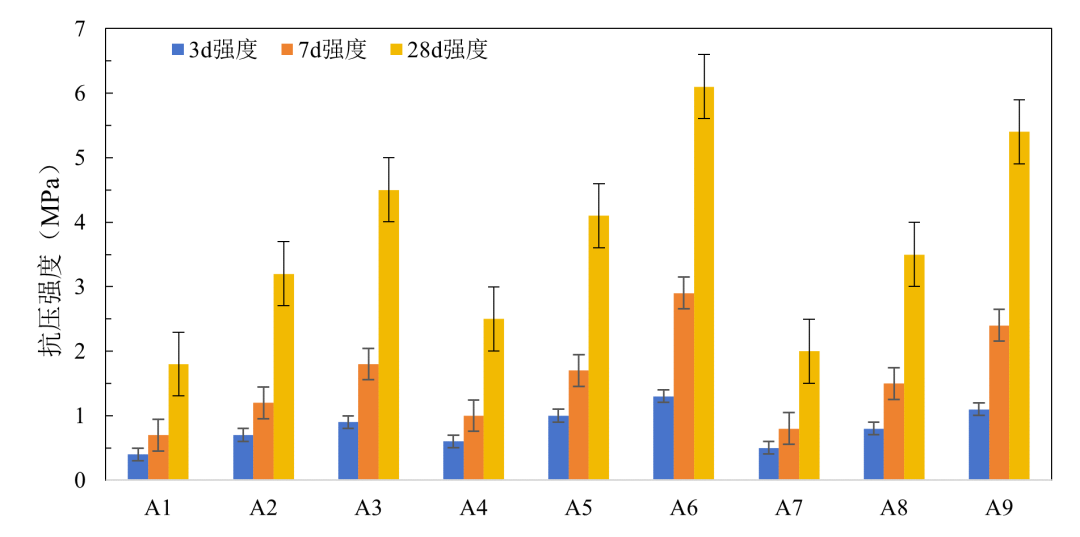
(二)力学性能:强度提升显著
·胶凝材料掺量7%→13%,28d抗压强度1.8MPa→6.1MPa,增幅239%;
·电石渣3%时强度最优;
·胶凝材料10%~13%+电石渣3%,可满足矿山回填强度需求。
图2 不同配比抗压强度变化
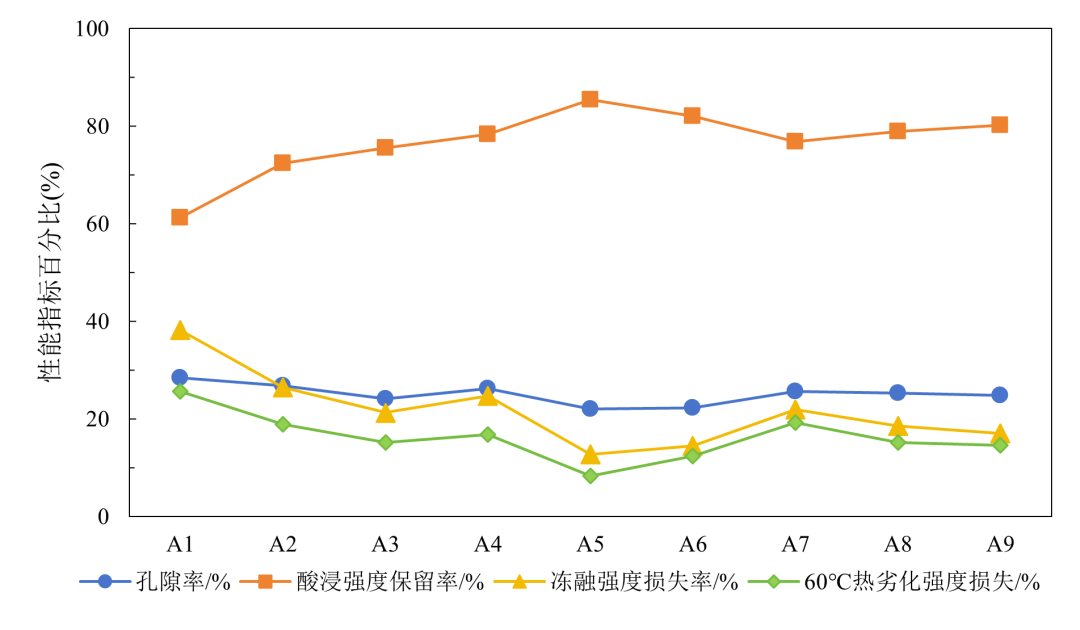
(三)耐久性能:适配井下恶劣环境
井下要求:孔隙率<25%、酸蚀保留率>80%、冻融损失率<18%。最优配比A5(10%胶凝材料+3%电石渣)
·孔隙率:22.1%
·酸蚀强度保留率:85.4%
·冻融损失率:12.7%
完全满足井下长期服役要求。
图3耐久性试验结果
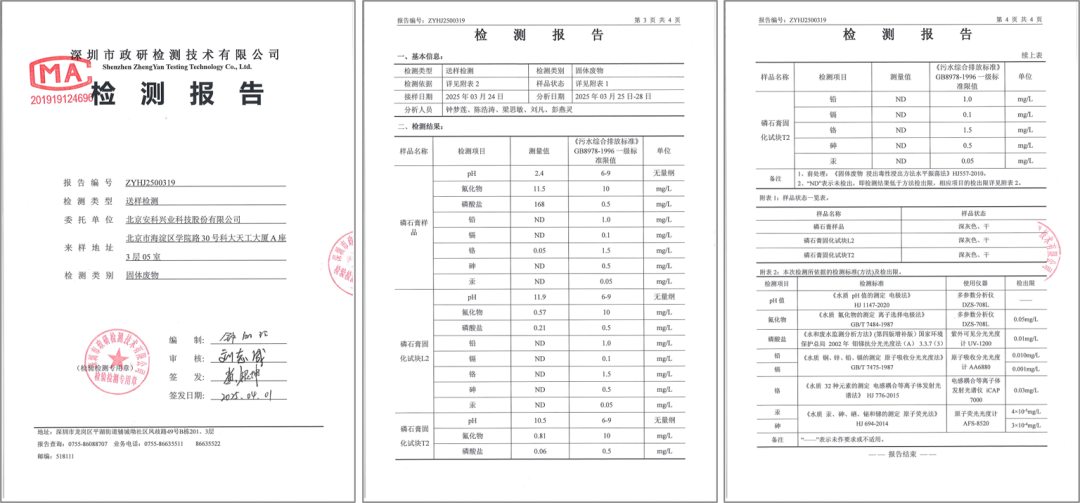
(四)环保性能:第三方检测,稳定固化达标
原状磷石膏浸出污染物超标,经固化处理后:
·氟化物:11.5mg/L → 0.28~2.81mg/L
·磷酸盐:168mg/L → 0.03~0.09mg/L
·重金属(Cr、Pb、Hg、As、Cd)未检出
·pH稳定在9.1~11.2,体系安全可控
所有指标符合《污水综合排放标准》(GB 8978-1996)。
图4 第三方检测报告(磷石膏原样→固化体对比)
五、工程化方案:全链条充填工艺
基于最优配比,安科兴业形成预处理—混料—输送—养护一体化工艺:
预处理:电石渣200目筛分除碳,与原状磷石膏混合调节pH; 混料:掺入10%胶凝材料、0.5%~0.8%减水剂,坍落度控制22~24cm; 输送:料浆浓度65%~70%,湿密度1.75~1.85g/cm ,流速2.2~2.5m/s; 养护:井下覆膜保湿≥90%,28d自然硬化达标。六、研究结论
三元协同技术可行:磷石膏、电石渣、专用胶凝材料协同作用,效果显著; 高掺量利用:最优配比A5实现87%磷石膏掺量; 性能全面达标:流动性、强度、耐久性、环保性四项全满足矿山回填要求; 可工程化落地:已形成完整矿山回填工艺方案。展望
安科兴业将持续推进工业中试与现场示范,开展不同产地磷石膏适配性研究,优化成本与工艺,推动技术产业化落地。诚邀磷化工、矿山企业携手合作,推动磷石膏从“固废包袱”变为“绿色资源”,共同守护矿山安全,助力行业低碳绿色发展。